

以往,鋼筋物料的加工主要是通過半人工、半機(jī)器化的輕便鋼筋加工設(shè)備進(jìn)行加工生產(chǎn),此種方法不僅要占用大批的人工,而且施工現(xiàn)場也非常難管理,且存在較大的安全隱患,故而生產(chǎn)經(jīng)濟(jì)效益并不是很理想,為解決上述一系列問題,數(shù)控鋼筋籠滾焊機(jī)得此應(yīng)運而生,并極大地提升了鋼筋物料的加工質(zhì)量,特別是當(dāng)PLC控制系統(tǒng)在數(shù)控鋼筋籠滾焊機(jī)上被廣泛應(yīng)用后,并大幅提升了其生產(chǎn)效率。下面簡要介紹下PLC控制的原理及其優(yōu)勢。
?PLC控制的原理
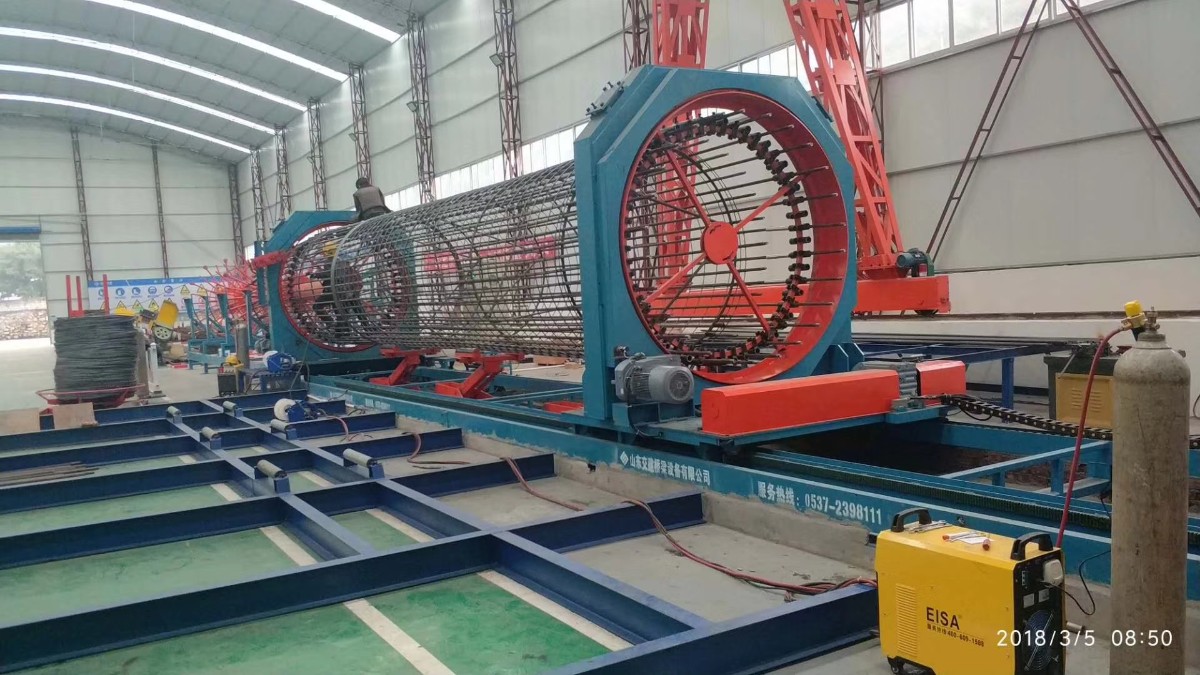
新式數(shù)控鋼筋籠滾焊機(jī)是由PLC控制的自動加工生產(chǎn)鋼筋籠的設(shè)備,可以直接在PLC上設(shè)定間距參數(shù),由PLC來控制參數(shù)的輸入、修改、故障處理等問題,從而完成在加工過程中焊點的檢測和追蹤。根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤相應(yīng)模板圓孔至移動旋轉(zhuǎn)盤的相應(yīng)孔中進(jìn)行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉(zhuǎn)盤及移動旋轉(zhuǎn)盤轉(zhuǎn)動把繞筋纏繞在主筋上(移動盤是一邊旋轉(zhuǎn)一邊后移),同時進(jìn)行焊接,從而形成產(chǎn)品鋼筋籠。數(shù)控鋼筋籠滾焊機(jī)是在PLC上設(shè)定間距參數(shù),由PLC控制行走于旋轉(zhuǎn)變頻電機(jī)的轉(zhuǎn)速,從而有效保障加工成品的質(zhì)量和精度。
?PLC控制的優(yōu)勢
①節(jié)能結(jié)果好。通過焊點跟蹤、脈寬調(diào)制觸發(fā)焊接方式,變頻調(diào)速優(yōu)化電機(jī)功率輸出,節(jié)能達(dá)35%以上。
②維修利便。以往用交換接觸器和中間繼電器等古代的實行電器,控制電路繁雜、故障率較高、維修調(diào)養(yǎng)難度大,數(shù)控鋼筋籠滾焊機(jī)體系應(yīng)用PLC,接納通信方式完成電氣控制,清晰簡略、故障率低,易維修調(diào)養(yǎng)。
③自動化程度高。接納PLC作為體系運算、控制的中間,完成螺距加工自動運算和全自動控制加工歷程,通過選定差別加工狀況控制方式,可加工多種規(guī)格及分外規(guī)格的產(chǎn)品,加工中只需從新配置響應(yīng)的加工參數(shù)即可,且加工精度高、產(chǎn)品一致性好。
④操縱安全輕便。接納液晶屏全漢化人機(jī)界面,以人機(jī)對話的方式舉行參數(shù)配置、運行控制,對數(shù)控鋼筋籠滾焊機(jī)發(fā)生的故障舉行監(jiān)督、報警、闡發(fā)、表現(xiàn)故障代碼、闡發(fā)故障緣故、提示處分要領(lǐng),操縱安全、直觀、輕便,徹底轉(zhuǎn)變以往手動加工中眼觀手調(diào)的控制方式,低落任務(wù)強(qiáng)度,進(jìn)步了任務(wù)生產(chǎn)率。
通過以上一番簡要解析,想必您現(xiàn)在對數(shù)控鋼筋籠滾焊機(jī)PLC控制系統(tǒng)的工作原理及其在滾焊機(jī)設(shè)備中的應(yīng)用優(yōu)勢應(yīng)該有了更清晰的了解和認(rèn)識,獲取更多相關(guān)精彩行業(yè)資訊,歡迎隨時訪問本站官網(wǎng)查詢獲取或直接來電咨詢。
| 上一條:關(guān)于數(shù)控鋼筋籠繞筋機(jī)這些技巧全掌握,操作數(shù)控鋼筋籠繞筋機(jī)更輕松! | 下一條:數(shù)控鋼筋彎曲中心使用方法 |

山東交建橋梁設(shè)備有限公司
手機(jī):176-0537-8936
郵箱:sdjjql@163.com
網(wǎng)址:www.kdxiangsu.cn
地址:山東高新區(qū)工業(yè)園





 魯公網(wǎng)安備 37089702000456號
魯公網(wǎng)安備 37089702000456號 首頁
首頁
 產(chǎn)品展示
產(chǎn)品展示
 電話
電話
 聯(lián)系我們
聯(lián)系我們